







14 Years Manufacturer Welded steel pipe to Kuwait Manufacturers Detail:
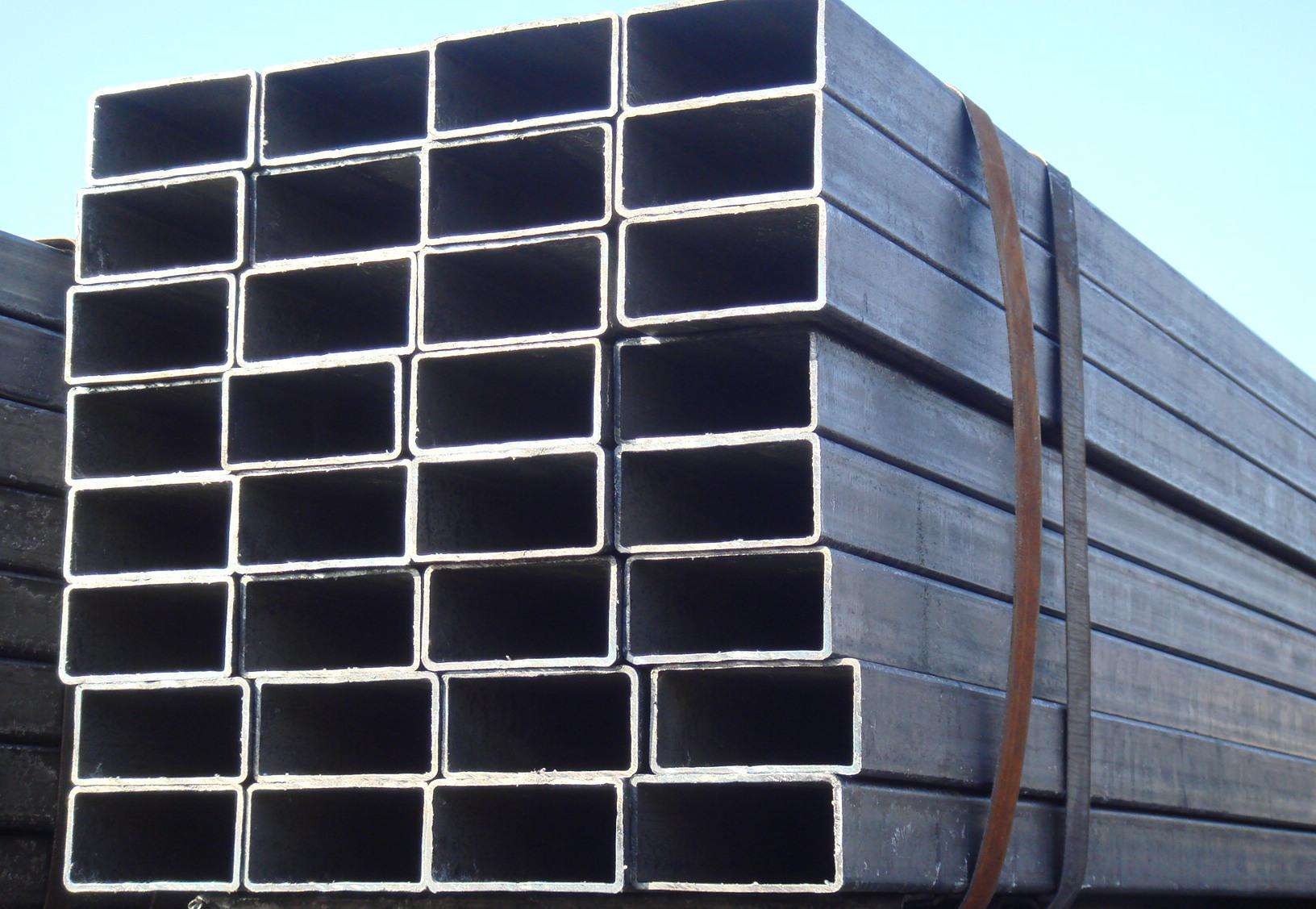
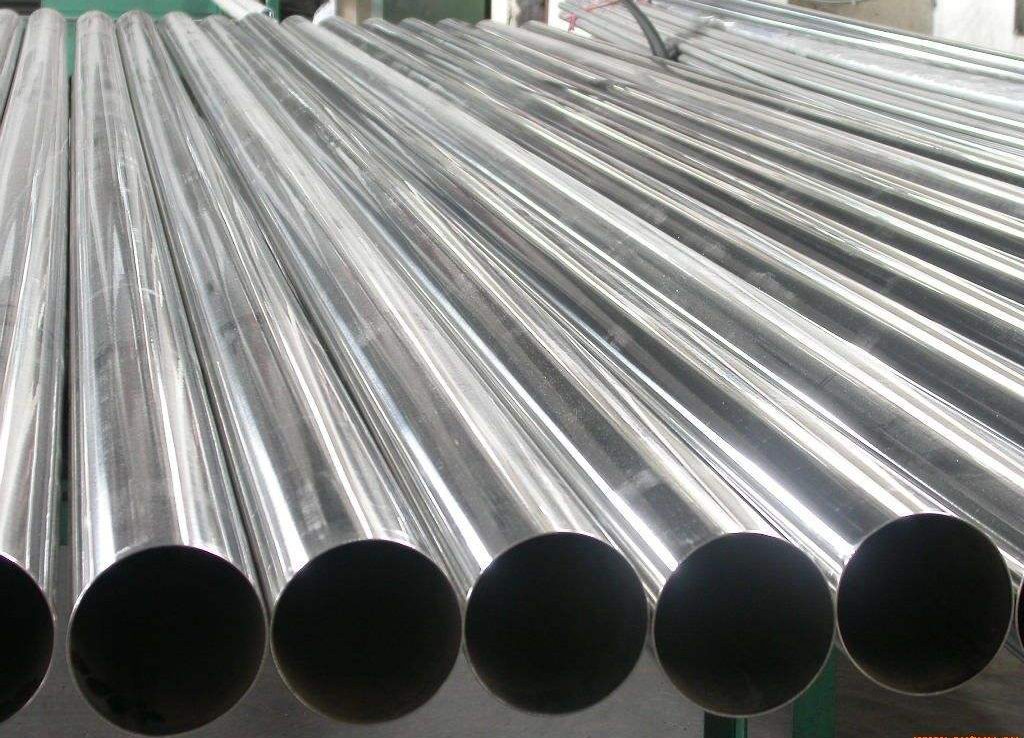
Product detail pictures:
Related Product Guide:
Buying Stainless Steel Coils
Find The Attractive Stainless Steel
Using a complete scientific high quality management program, superior high quality and superior faith, we acquire great reputation and occupied this industry for 14 Years Manufacturer Welded steel pipe to Kuwait Manufacturers, The product will supply to all over the world, such as: Kazakhstan, Washington, azerbaijan, We provide good quality but unbeatable low price and the best service. Welcome to post your samples and color ring to us .We will produce the goods according to your request. If you are interested in any products we offer, please feel free to contact us directly by mail, fax, telephone or internet. We are here to answer your questions from Monday to Saturday and looking forward to cooperating with you.
The company attaches great importance to the quality of products, invests heavily in the introduction of advanced equipment and professionals, and goes all out to meet the needs of customers at home and abroad.
The content can be roughly divided into: chemical composition, yield strength, tensile strength, impact property, etc
At the same time, the company can also carry out on-line flaw detection and annealing and other heat treatment processes according to customer needs.
https://www.ytdrintl.com/
E-mail :sales@ytdrgg.com
Tianjin YuantaiDerun Steel Tube Manufacturing Group Co., Ltd. is a steel pipe factory certified by EN/ASTM/ JIS specializing in the production and export of all kinds of square rectangular pipe, galvanized pipe, ERW welded pipe, spiral pipe, submerged arc welded pipe, straight seam pipe, seamless pipe, color coated steel coil, galvanized steel coil and other steel products.With convenient transportation, it is 190 kilometers away from Beijing Capital International Airport and 80 kilometers away from Tianjin Xingang.
Whatsapp:+8613682051821
Send your message to us:
-
Professional Design rectangular tube for Lebanon Importers
-

Special Price for ERW steel pipe to El Salvador Manufacturers
-
China Wholesale for Stainless steel pipe for Albania Factories
-

14 Years Factory wholesale Galvanized tube Wholesale to Honduras
-

Hot Selling for API 5L SMLS line pipe X42-X70 for Costa rica Factory
-

Wholesale Dealers of square tube Supply to Norway






























