






الفرق بين الدرفلة على الساخن والدرفلة على البارد هو بشكل أساسي درجة حرارة عملية الدرفلة. "بارد" يعني درجة حرارة عادية، و"حار" يعني ارتفاع في درجة الحرارة. من وجهة نظر علم المعادن، ينبغي التمييز بين الحد الفاصل بين الدرفلة على البارد والدرفلة على الساخن من خلال درجة حرارة إعادة البلورة. أي أن الدرفلة تحت درجة حرارة إعادة التبلور هي درفلة باردة، والدحرجة فوق درجة حرارة إعادة التبلور هي درفلة ساخنة. درجة حرارة إعادة بلورة الفولاذ هي 450-600 درجة مئوية.
فيما يلي نظرة عامة على إجابات الأسئلة حول [الفرق بين الدرفلة على الساخن والدرفلة على البارد]:
الفرق بين الدرفلة الباردة والدرفلة الساخنة هو في الأساس درجة حرارة عملية الدرفلة. "بارد" يعني درجة حرارة عادية، و"حار" يعني ارتفاع في درجة الحرارة. من وجهة نظر علم المعادن، ينبغي التمييز بين الحد الفاصل بين الدرفلة على البارد والدرفلة على الساخن من خلال درجة حرارة إعادة البلورة. أي أن الدرفلة تحت درجة حرارة إعادة التبلور هي درفلة باردة، والدحرجة فوق درجة حرارة إعادة التبلور هي درفلة ساخنة. درجة حرارة إعادة بلورة الفولاذ هي 450-600 درجة مئوية
الدرفلة على الساخن والدرفلة على البارد هي عمليات تشكيل ألواح أو مقاطع فولاذية، والتي لها تأثير كبير على هيكل وخصائص الفولاذ. يتم درفلة الفولاذ بشكل رئيسي على الساخن، ويتم استخدام الدرفلة على البارد فقط لإنتاج الصلب ذو المقاطع الصغيرة والألواح الرقيقة. من الصعب تشويه السبائك أو الفراغات ومعالجتها في درجة حرارة الغرفة. بشكل عام، يتم تسخينها إلى 1100-1250 درجة مئوية للتدحرج. تسمى عملية الدرفلة هذه بالدرفلة الساخنة. درجة الحرارة النهائية للدرفلة الساخنة بشكل عام هي 800-900 درجة مئوية، وبعد ذلك يتم تبريدها بشكل عام في الهواء، وبالتالي فإن حالة الدرفلة الساخنة تعادل المعالجة الطبيعية. يتم دحرجة معظم الفولاذ عن طريق الدرفلة على الساخن. يشير الدرفلة على البارد إلى طريقة الدرفلة لبثق الفولاذ وتغيير شكل الفولاذ بضغط اللفائف في درجة حرارة الغرفة. على الرغم من أن عملية المعالجة ستؤدي أيضًا إلى جعل اللوحة الفولاذية دافئة، إلا أنها لا تزال تسمى الدرفلة على البارد.
تحدد هذه الوثيقة شروط التسليم الفنية للمقاطع المجوفة الهيكلية الفولاذية الملحومة على البارد ذات القوة العالية والمقاومة للعوامل الجوية والملحومة بالقوس المغمور على البارد ذات الأشكال الدائرية أو المربعة أو المستطيلة أو الإهليلجية والتي يتم تشكيلها على البارد دون معالجة حرارية لاحقة بخلاف المعالجة الحرارية لخط اللحام . ملاحظة 1 يمكن العثور على متطلبات التفاوتات والأبعاد والخصائص المقطعية في EN 10219 2. ملاحظة 2 يتم لفت انتباه المستخدمين إلى حقيقة أنه على الرغم من أن الدرجات المشكلة على البارد في هذه الوثيقة يمكن أن يكون لها خواص ميكانيكية مكافئة للدرجات الجاهزة على الساخن في EN 10210 3، الخصائص المقطعية للمقاطع المجوفة المربعة والمستطيلة في المواصفة EN 10219 2 وEN 10210 2 ليست متكافئة. الملاحظة 3: تم تحديد مجموعة من درجات الفولاذ في هذه الوثيقة ويمكن للمستخدم تحديد الدرجة الأكثر ملاءمة للاستخدام المقصود وظروف الخدمة. إن الدرجات والخواص الميكانيكية، وليس حالة الإمداد النهائية للمقاطع المجوفة المشكلة على البارد، قابلة للمقارنة بشكل عام مع تلك الموجودة في EN 10025 3، EN 10025 4، EN 10025 5، EN 10025 6، EN 10149 2 و EN 10149 3.
إن 10210-3-2020
أقسام مجوفة هيكلية من الفولاذ المصقول على الساخن- الجزء الثالث: شروط التسليم الفنية للفولاذ عالي القوة والمقاوم للعوامل الجوية
تحدد هذه المواصفة القياسية الدولية شروط التسليم الفنية للمقاطع الهيكلية الفولاذية المجوفة ذات القوة العالية والمقاومة للعوامل الجوية والملحومة كهربائيًا والملحومة بالقوس المغمور ذات الأشكال الدائرية أو المربعة أو المستطيلة أو الإهليلجية. تنطبق هذه المواصفة على المقاطع المجوفة المشكلة على الساخن، مع أو بدون معالجة حرارية لاحقة، أو المشكلة على البارد مع معالجة حرارية لاحقة فوق 580 درجة مئوية للحصول على خواص ميكانيكية مكافئة لتلك التي تم الحصول عليها في المنتج المشكل على الساخن. ملاحظة 1: تم تحديد متطلبات التفاوتات والأبعاد والخصائص المقطعية في EN 10210-2. ملاحظة 2: يتم لفت انتباه المستخدمين إلى حقيقة أنه على الرغم من أن الدرجات المشكلة على البارد في المواصفة EN 10219-3 يمكن أن يكون لها خواص ميكانيكية مكافئة للدرجات الجاهزة على الساخن في هذه الوثيقة، إلا أن الخصائص المقطعية للمقاطع المجوفة المربعة والمستطيلة في المواصفة EN 10210-2 وEN 10219-2 غير متكافئين. الملاحظة 3: تم تحديد مجموعة من درجات المواد في هذه الوثيقة ويمكن للمستخدم تحديد الدرجة الأكثر ملاءمة للاستخدام المقصود وظروف الخدمة. إن الدرجات والخواص الميكانيكية للمقاطع المجوفة الجاهزة قابلة للمقارنة بشكل عام مع تلك الموجودة في EN 10025-4، EN 10025-5 وEN 10025-6. الملاحظة 4: تم تغطية متطلبات المقاطع المجوفة الهيكلية الفولاذية الملحومة وغير الملحومة للاستخدام في الهياكل البحرية في سلسلة EN 10225. ملاحظة 5: من المتوقع استخدام المقاطع المجوفة الملحومة الحلزونية بحذر في التطبيقات التي تتضمن سلوكًا ديناميكيًا (إجهاد التعب) نظرًا لعدم وجود بيانات كافية حتى الآن فيما يتعلق بأدائها.
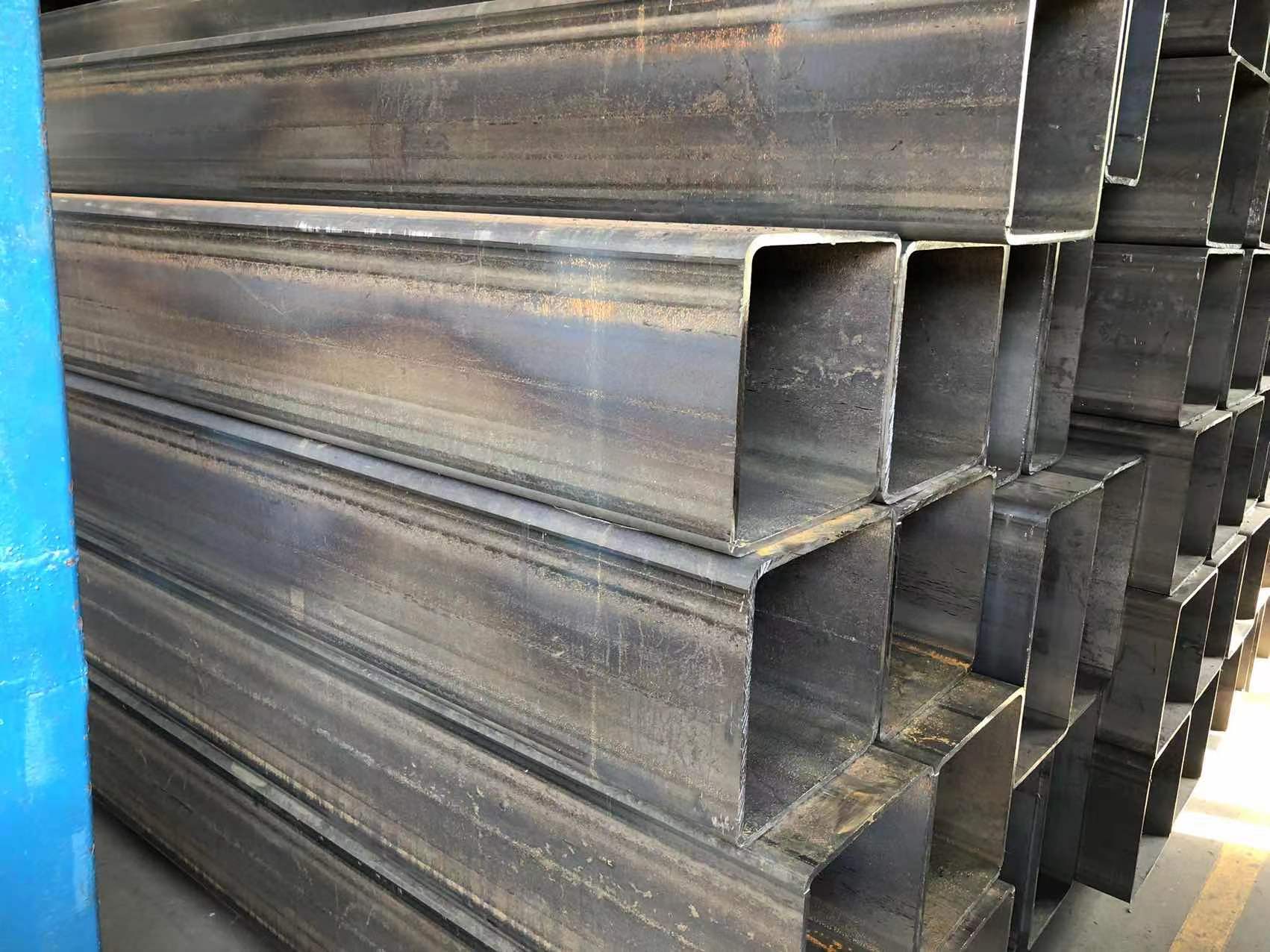
تقديم التطبيق الواسع للأنبوب المستطيل المشكل على البارد
في المباني الصناعية والمدنية في الصين، تم استخدام الخرسانة المسلحة لسنوات عديدة
دورة طويلة وتلوث شديد. في السنوات الأخيرة، مع نجاح المدرفلة على الساخنشعاع Hمنتجات Ma Steel وLai Steel
وفقا لمقدمة السوق، تم توسيع تطبيق الهيكل الصلب في صناعة البناء والتشييد. تم تقديم العديد من المباني التجريبية ذات الهياكل الفولاذية والمنازل النموذجية والمباني التاريخية واحدًا تلو الآخر. كما بدأت معايير ومواصفات التصميم والبناء تدخل مرحلة التحسين التدريجي. حققت صناعة الهياكل الفولاذية في الصين خطوات كبيرة في السنوات الأخيرة.
ومع ذلك، في الوقت الحاضر، يتم استخدام الهياكل الفولاذية للبناء في الصين بشكل أساسي للصلب المدرفل على الساخن على شكل H والهياكل الفولاذية الملحومة المختلفة. وصلت قدرة الفولاذ المدرفل على الساخن على شكل H في الصين إلى 3 ملايين طن، ويبلغ إنتاج الفولاذ الملحوم الخفيف على شكل H والهياكل الفولاذية المختلفة أيضًا عدة مئات الآلاف من الأطنان. ويبلغ إنتاج الأنابيب الملحومة في الصين أكثر من 7 ملايين طن سنويا، منها إنتاجالأنابيب المربعة والمستطيلة المشكلة على الباردومختلف الهياكل الفولاذية المشكلة على البارد لبناء الهياكل الفولاذية أقل من 5٪ من إجمالي إنتاج الفولاذ المشكلة على البارد. إن تطبيق الفولاذ المشكل على البارد في الهياكل الفولاذية للمباني الصناعية والمدنية في الصين هو في المرحلة الأولية. لقد بدأت الأنابيب الملحومة ذات الهيكل المربع والمستطيل المشكلة على البارد في استبدال الفولاذ المدرفل على الساخن على شكل H كعمود الهيكل الفولاذي. أما أنواع الفولاذ الأخرى المشكلة على البارد فهي أقل استخدامًا في صناعة البناء والتشييد.
يوانتاى قسم مجوف من الصلب للرافعة,يوانتاى قسم جوفاء سلس,يوانتاى قسم مجوف مربع
في الوقت الحاضر، قامت وزارة البناء ببناء بعض مباني اختبار الهيكل الفولاذي في المباني الصناعية والمدنية، مثل
تم بناء مسكنين تجريبيين بهيكل فولاذي تابعين لوزارة البناء في تيانجين في عام 2002. وتم استخدام الأنابيب الفولاذية في هذا المشروع.
إطار شعاع فولاذي للعمود الخرساني النظام الهيكلي لأنبوب الخرسانة المسلحة بالفولاذ (SRC) ، إجمالي مساحة المشروع
تبلغ مساحة الجسم الرئيسي 8000 م2، ويتكون من أحد عشر طابقًا، عمود واحد مصنوع من الأنابيب المستديرة، والعمود الآخر مصنوع من الأنابيب الفولاذية المربعة
350 × 350 مم، ويختلف السماكة حسب الأرضية، منها 1 إلى 3 طوابق 16 مم، 4 ~
14 ملم للطابق السادس، 12 ملم للطابق السابع إلى التاسع، 10 ملم للطابق العاشر إلى الحادي عشر، ويتم سكبها في المواسير الفولاذية
الخرسانة C40.
العارضة مصنوعة من عارضة I ملحومة بمواصفات 350x200x10x18mm، وبلاطة الأرضية
إنها عبارة عن بلاطة مركبة مسبقة الإجهاد مع تقوية ضلع حلزوني عالي القوة. في ذلك الوقت، لم يكن أي مصنع في الصين ينتج أنابيب مربعة بمثل هذا القطر الكبير، لذلك تم استخدام أنابيب فولاذية مربعة في المشروع، والتي كانت عبارة عن أربعة أعمدة BOX ملحومة بألواح.
يستمد مشروع الإسكان التجريبي للهيكل الفولاذي التابع لوزارة الإنشاءات لشركة Tianjin Yuantai Derun Steel Pipe Manufacturing Group Co., Ltd. الإلهام من تطبيق قسم الصلب المشكل على البارد (الأنابيب المستطيلة بشكل أساسي) في مبيت الهيكل الفولاذي:
أولاً، مساحة السوق للأنابيب المستطيلة كبيرة الحجم المشكلة على البارد كبيرة، والعدد المعقول من الطوابق لمساكن الهيكل الفولاذي هو
مع 10 إلى 18 طابقًا، فإن هذه الهياكل المتوسطة والعالية الارتفاع لها أيضًا متطلبات معينة لمواصفات الأنابيب المستطيلة المشكلة على البارد.
ثانيًا، تتمتع الأنابيب الفولاذية المربعة بمزايا واضحة مقارنة بالأنابيب الفولاذية المستديرة لثلاثة أسباب:
أولاً، تتمتع الأنابيب المربعة والمستديرة بنفس طول الجانب والقطر بقدرة تحمل أفضل وأداء زلزالي
جيد. وفقاً للاختبار الذي أجرته إحدى الجامعات في Tianjin على إطار عمود خرساني مكون من ثلاثة طوابق مكون من أنبوبين مربعين وأنبوب دائري
الطول الجانبي لعمود الأنبوب 150 مم، وقطر الأنبوب الدائري 150 مم. أظهرت نتائج الاختبار أن الأول مقاوم لمحمل إنتاج القوة الجانبية
سعة الحمولة وقدرة التحمل النهائية أعلى بنسبة 80% من الأخيرة، ومؤشر الأداء الزلزالي حوالي ضعف الأخيرة؛
ثانيًا، بناء الأنابيب المربعة أكثر ملاءمة. يحتاج العمود الخرساني لمسكن الهيكل الفولاذي إلى المزيد
بالنسبة للبناء، يتم تغيير المقطع الدائري إلى المقطع المربع؛
ثالثاً: صعوبة التعامل مع الربط بين الأعمدة والكمرات الخرسانية الدائرية. الهيكل الصلب المستقبلي في الصين
في السوق، سيكون للأنابيب المربعة والمستطيلة المشكلة على البارد حصة مهمة.
المعالجة الحرارية السطحية للأنابيب الفولاذية يمكن أن تحسن بشكل كبير من حد الكلال لقطعة عمل المنتج. على سبيل المثال، تكنولوجيا المعالجة الأصلية لنصف محور السيارة المصنوع من الفولاذ هي معالجة حرارية عادية، وقد تم زيادة عمر الخدمة بحوالي 20 مرة عن طريق التغيير من المعالجة الحرارية السطحية إلى المعالجة الحرارية. بالإضافة إلى ذلك، فإن المعالجة الحرارية السطحية تقلل من حساسية الأجزاء الشاغرة. الغرض من المعالجة الحرارية السطحية هو تحسين خصائص المنتجات بشكل أفضل. يتم استخدامه على نطاق واسع في مختلف المجالات، وهو ما يرتبط ارتباطًا وثيقًا بخصائص كليهما.

وقت النشر: 21 ديسمبر 2022

