






1. উৎপাদন প্রক্রিয়া তুলনা
এর উৎপাদন প্রক্রিয়াসোজা সীম ইস্পাত পাইপতুলনামূলকভাবে সহজ। প্রধান উত্পাদন প্রক্রিয়া উচ্চ-ফ্রিকোয়েন্সি ঝালাই সোজা seam হয়ইস্পাত পাইপএবংনিমজ্জিত চাপ ঝালাই সোজা seam ইস্পাত পাইপ. স্ট্রেইট সীম ইস্পাত পাইপের উচ্চ উত্পাদন দক্ষতা, কম খরচ এবং দ্রুত বিকাশ রয়েছে।
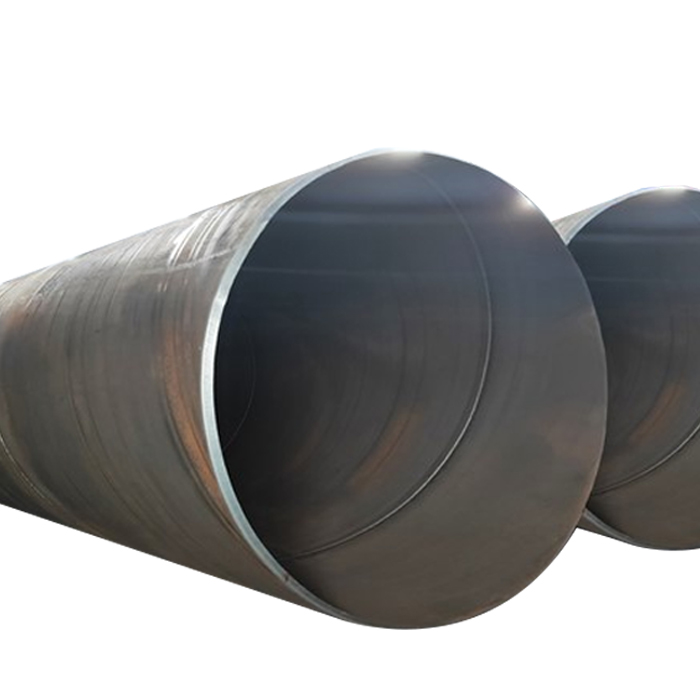
এর শক্তিসর্পিল ইস্পাত পাইপসাধারণত সোজা সীম ইস্পাত পাইপের চেয়ে বেশি। প্রধান উত্পাদন প্রক্রিয়া নিমজ্জিত চাপ ঢালাই হয়. সর্পিল ইস্পাত টিউব একই প্রস্থের বিলেটগুলির বিভিন্ন ব্যাসের সাথে ঢালাই করা টিউব তৈরি করতে পারে, বাঢালাই টিউবসংকীর্ণ billets থেকে বড় ব্যাস সঙ্গে.
যাইহোক, একই দৈর্ঘ্যের সোজা সীম ইস্পাত পাইপের সাথে তুলনা করে, ঢালাইয়ের দৈর্ঘ্য যথাক্রমে 30% এবং 100% বৃদ্ধি পেয়েছে এবং উত্পাদন গতি কম। অতএব, বড় ব্যাসের ইস্পাত পাইপগুলি বেশিরভাগ সর্পিল ঢালাই দ্বারা ঢালাই করা হয় এবং ছোট ব্যাসের ইস্পাত পাইপগুলি বেশিরভাগই সোজা সীম ঢালাই দ্বারা ঢালাই করা হয়।
উৎপাদন করার সময়বড় ব্যাসের সোজা সীম ইস্পাত পাইপশিল্পে, টি-আকৃতির ঢালাই প্রযুক্তি ব্যবহার করা হয়, অর্থাৎ, প্রজেক্টের প্রয়োজনীয় দৈর্ঘ্য পূরণের জন্য অল্প সংখ্যক সোজা সীম ইস্পাত পাইপ বাট জয়েন্ট এবং সংযুক্ত করা হয়। টি-আকৃতির সোজা সীম ইস্পাত পাইপের ত্রুটিগুলি ব্যাপকভাবে বৃদ্ধি পাবে এবং টি-আকৃতির জোড়ের ঢালাইয়ের অবশিষ্ট চাপ বড়। ঢালাই ধাতু সাধারণত ত্রিঅক্ষীয় চাপের অধীনে থাকে, যা ক্র্যাকিংয়ের সম্ভাবনা বাড়ায়।

উপরন্তু, নিমজ্জিত আর্ক ঢালাইয়ের প্রযুক্তিগত প্রবিধান অনুযায়ী, প্রতিটি ঢালাই আর্ক স্ট্রাইকিং এবং আর্ক নির্বাপক চিকিত্সার অধীন হবে। যাইহোক, প্রতিটি ইস্পাত পাইপ পরিধির সীম ঢালাইয়ের সময় এই শর্তটি পূরণ করতে পারে না, তাই চাপ নির্বাপণের সময় আরও ঢালাই ত্রুটি দেখা দিতে পারে।
2. কর্মক্ষমতা পরামিতি তুলনা
যখন পাইপ অভ্যন্তরীণ চাপের শিকার হয়, তখন পাইপের দেয়ালে সাধারণত দুটি প্রধান চাপ তৈরি হয়, যথা রেডিয়াল স্ট্রেস এবং অক্ষীয় চাপ। ঢালাই এ ব্যাপক চাপ, যেখানে α এটির জোড় সর্পিল কোণসর্পিল ইস্পাত পাইপ।
সর্পিল জোড়ের ব্যাপক চাপ সোজা সীম ইস্পাত পাইপের প্রধান চাপ। একই কাজের চাপে, একই পাইপ ব্যাস সহ সর্পিল ইস্পাত পাইপের প্রাচীরের বেধ সোজা সীম ইস্পাত পাইপের চেয়ে ছোট।
পোস্টের সময়: জানুয়ারি-০৩-২০২৩

